全国咨询热线:13927296893
全国咨询热线:13927296893
全国咨询热线:13927296893

广东千旺铝业有限公司
联系人:郭先生
手 机:13927296893
邮 箱:2248826562@qq.com
网 址:www.gd-qianwang.com
地 址:佛山市南海区里水镇赤山村大同路1号内厂房1号
详细的铝单板生产4大工艺流程
1、按生产部工作单所用材料定额备料,确定所领铝板的型号规格(1100或3003、3004、5005等)及规格型号是不是符合要求。
详细理解并看懂工程图纸
2、三次复诊铝板面品质,不容许有锈迹、黑点、凹痕、脱层、不容许有扎制波浪纹和穿通气口,比较严重磕磕碰碰、刮伤、钣金折弯后R角有显著裂痕等缺点,对原料品质监控器有立即体现责任,发觉难题立即向相关工作人员体现。禁止有裂痕。
3、按生产用图的切料规格规定,在交电脑屏幕上编完程序流程,复诊准确无误后在液压剪板机上切料。
留意关键点:认清工程图纸的进行规格及序号,仔细按液压剪板机的实际操作代码编程。而且在第一张铝板进行后查验制成品品质是否符合规定。
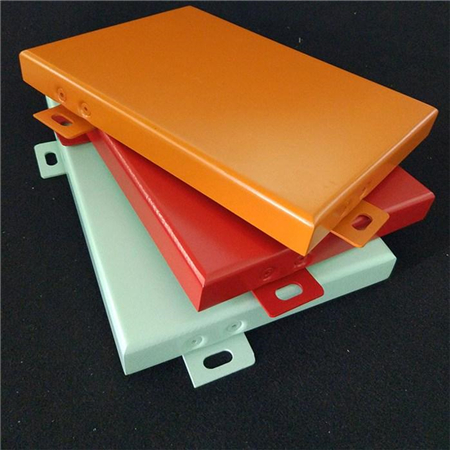
1、确定工作中件标志,确立切料图及产品图片工艺规定看懂工程图纸和工程施工的用意。
2、按角铁起止部位及角铁间隔在相对磨具上调节好精准定位用专业标尺专用工具开展查验2遍左右。
3、在自动冲床(冲压机)上开展冲孔工作,严格执行有关要求开展实际操作。
4、同一角铁的2个孔,其间隔按工程图纸规定角铁长短明确冲。
5、铝单板冲孔时,孔边距由工程图纸要求的角铁高宽比规格明确(需要与角铁般配确保商品规定)。
1、磨程序流程:用打磨抛光磨光片打磨抛光---------挫刀或粗打磨砂纸打磨抛光---------水砂纸打磨抛光。
2、磨位置:(1)、焊接;(2)、表层有缺点位置;(3)、尖点之刺;(4)、边界齿口。
3、打磨抛光规定:(1)、相贯线明晰;(2)、圆弧光洁一致;(3)、板弯边边界,无瘤痕、无齿型,光洁整平、拐角一部分弧形衔接;(4)、表层见不上伤疤和磨光片打磨抛光印痕。
1、筋板安裝间隔按产品图片技术标准,基本为500-600mm。
2、筋板原材料正常情况下应用挤压成型型3mm,薄厚左右强度在12个强度左右,选用连续挤压机挤压成型铝型材,然后开展时效处理加硬的原材料。
3、种钉间隔,不低于250mm,距边界30~50mm,其孔需要呈8×15mm距形椰圆洞。筋板一定要安裝及时。

13927296893
地址:佛山市南海区里水镇赤山村大同路1号内厂房1号
联系人:郭先生
手机:13927296893
邮箱:2248826562@qq.com